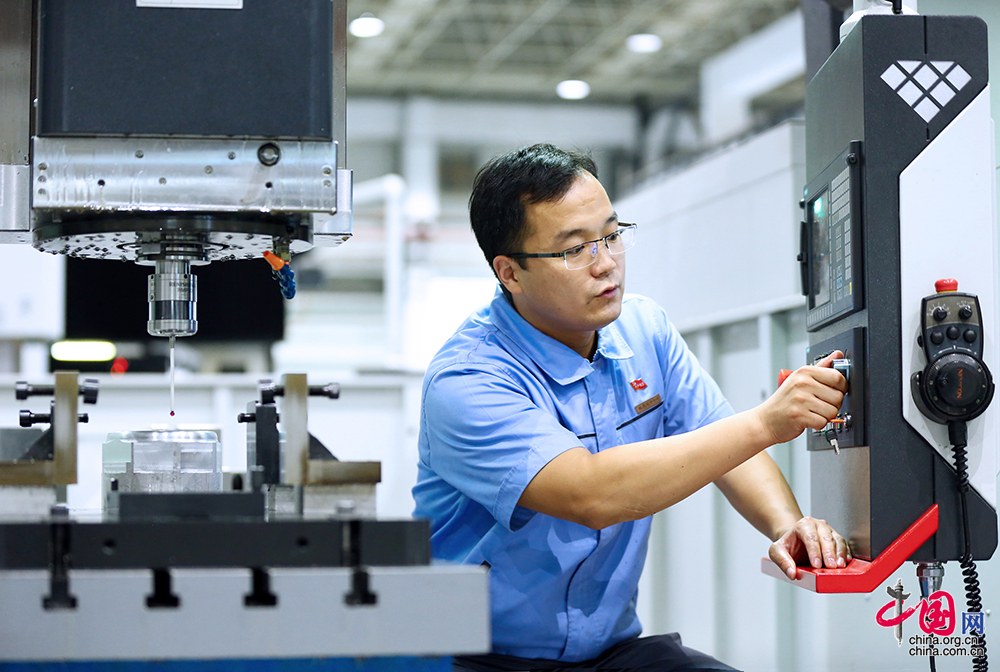
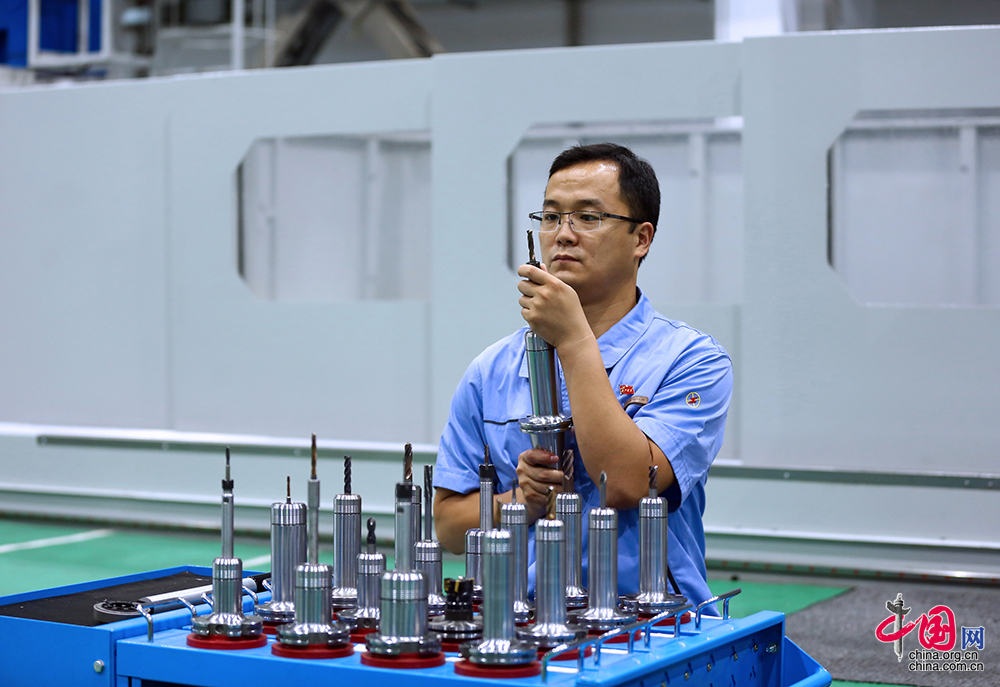
高精度測頭��,不僅能設定加工基準����,還具有在線測量功能����,孫長勝在實時測量工件的加工精度。 封曉東攝影
踏實����、勤懇����、敬業�����、鉆研����,一路競賽打拼展露拳腳,短短七年時間里,從門外漢到全國技術能手��、從機床前走上人民大會堂的領獎臺�����、從學徒成長為年輕的師傅�����,年輕的他早已成為90后數控技能人才團隊的領軍人物��,他就是80后航天巧匠孫長勝�����,中國航天科工三院31所數控操作手。作為飛航導彈動力裝置承制單位的一線骨干�����,建軍90年氣勢磅礴的沙場閱兵背后�����,更有他和更年輕一代航天人為國鑄劍礪心的堅強守候�����。
結緣航天
當年的高考失利讓孫長勝深刻體會到“人生沒有捷徑可走”,痛定思痛����,重新為自己定位��,從影視編導專業轉學數控加工技術。四年中暗下決心要學出個門道來����,學習期間拿到了全部一等獎學金��。 2008年10月29日,憑借出色的專業成績孫長勝來到中國航天科工三院31所數控車間����,從此邁進航天的大門��。
讓90后伙伴崇拜的“突擊隊長”
工作中����,樂觀熱情的孫長勝帶領他的90后年輕團隊,在新機床調試和新產品加工領域一路披荊斬棘,屢次獲獎的經歷更是贏得了同伴的贊許和尊敬。一次復雜產品的首次生產試制�����,任務量和節點要求都史無前例����。
為了保證任務進度孫長勝帶領大家從優化加工工藝和延長工作時間兩方面入手默默擔下責任。隊員沒有產品加工經驗,孫長勝就逐個程序步驟講解�����。為了爭取時間����,他在車間連軸轉了三天兩夜,72個小時沒合眼��,直到首件產品交檢合格才回家休息��。就這樣兩臺機床分工序流水線加工����,24小時連軸轉��,操作者兩班倒��,連續工作了整整30天����,零差錯的完成了這項不可能完成的任務����。
代表航天人站上最高領獎臺
在總決賽封閉訓練的一個月里�����,他每天5點起床直到深夜��,一天下來站十幾個小時,小腿都是腫的����。系上護腰慢步挪到機床前����,看著別人爭分奪秒訓練��,行動不便的孫長勝心急如焚——此時距離全國技能大賽決賽只有兩天����,長時間高強度的訓練引起腰傷復發��。
“當時最怕的就是無法上場比賽����,能取得今天的成績����,是多年來從事航天工作的磨練支撐我走到最后,特別自豪我是航天一兵?����!被貞浧鸨荣悎鼍八χf到��。淘汰賽是非常殘酷的,4晉3的比賽中�����,長勝的手指被劃破流血��,為了趕時間就用大拇指捏住��,單手操作。之后便一鼓作氣獲得第五屆全國職工職業技能大賽第三名�����,成為該領域當之無愧的“大國工匠”����。
創新與傳承
作為中國航天科工三院31所“錢衛忠技能大師工作室”的成員,通過大師工作室的平臺�����,孫長勝也承擔起新職工的技能培養工作�����,將自己在工作中積累的技術和經驗��,分享給大家。先后培養出10余名生產一線骨干����,帶動了數控加工專業技術領域水平的整體提高�����。近幾年,面對新設備調試和新產品的多重壓力����,孫長勝帶領他的團隊從未止步��,勤懇鉆研,一次次突擊在前�����,拼出了一條數控加工的創新之路�����。(劉一丹/文封曉東/攝)

孫長勝在檢查更換磨損的刀片��。在高溫合金等難加工材料時,一組刀片的使用壽命在3小時左右�����,他能根據切削的聲音準確的判斷出刀片的磨損程度�����,及時檢查更換����,確保產品質量安全����。封曉東攝影
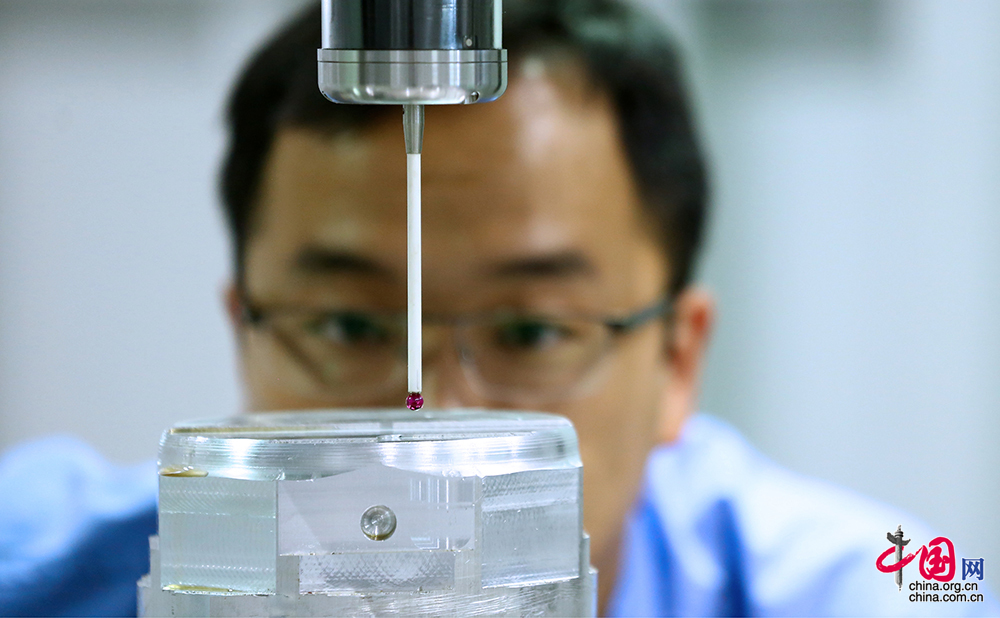
孫長勝在使用高精度測頭確定加工基準����。加工基準是加工工作的準繩,為保證產品的加工精度��,基準面的平面度要小于0.01mm�����。封曉東攝影
使用手輪進行測量操作時��,一定要專注,手����、眼配合����,高度集中��,才能快速準確定位�����。封曉東 攝影
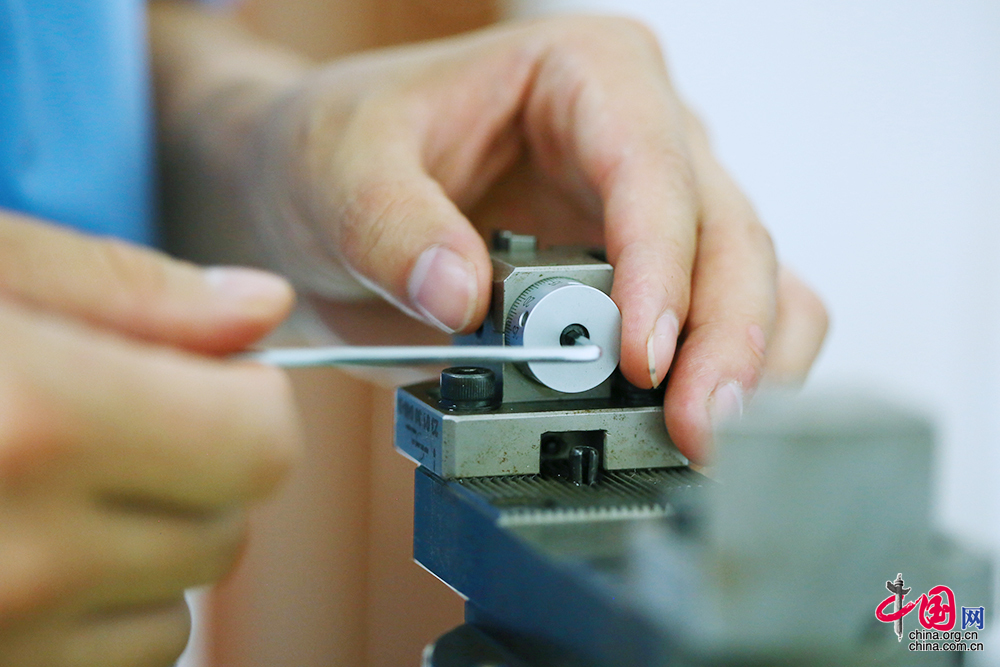
孫長勝在調校鏜刀,鏜刀是精密的加工刀具,每一格的精度在φ0.001mm����,他一直叮囑徒弟們在使用的鏜刀一定要注意消除反向間隙����。封曉東攝影

孫長勝在刃磨麻花鉆�����。磨鉆頭是機械加工的基本功,鉆頭刃磨的角度,決定了鉆出孔的圓度��、尺寸和表面質量是否能夠滿足要求��。一根磨損的麻花鉆在他的手里三兩下就修磨完成�。雖然數控加工的刀具一般不用手動修磨�,但是他牢記師傅的教導:“基本功不能丟���,手上得有活”����。封曉東攝影

孫長勝給小徒弟們進行刀具知識的講解����,刀具就像數控機床的牙齒���,只有選擇合適的刀具類型���,參數�,裝夾方案才能事半功倍,提升加工效率。封曉東攝影
孫長勝進行現場教學���。產品沒有試件,孫長勝只能“實戰教學”。封曉東 攝影

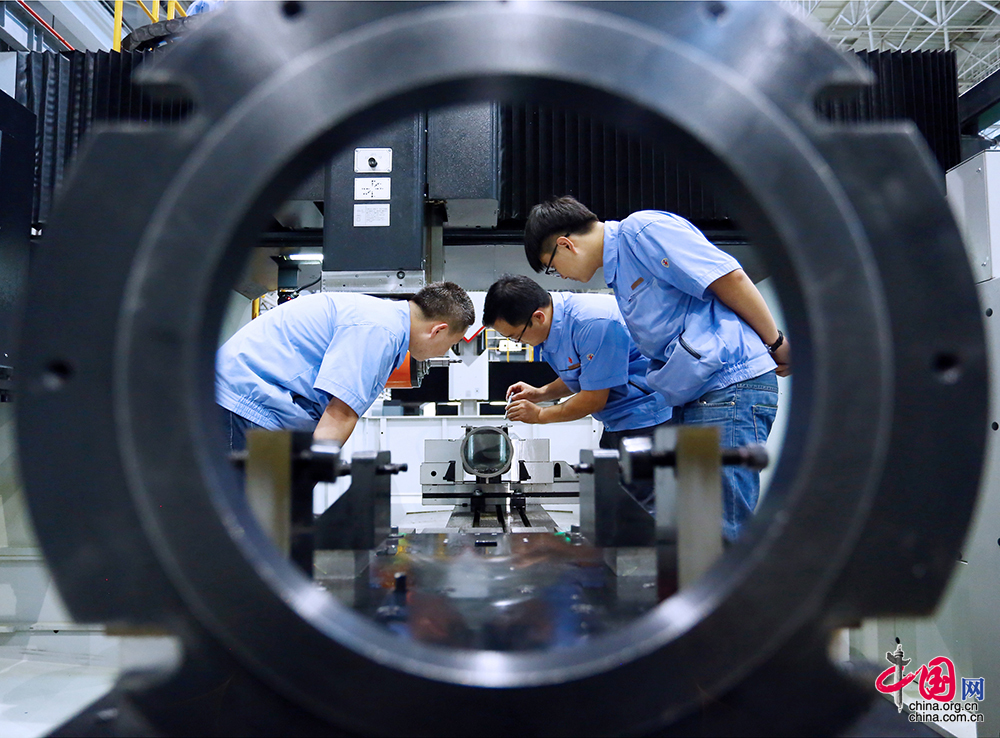
作為“國家高檔數控機床與基礎制造裝備科技重大專項”(簡稱“04專項”)課題重要承擔單位����,中國航天科工三院31所的數控車間內���,由二十幾臺國產大型五軸聯動機床組成的示范應用生產線已投入使用�,孫長勝跟同事們一起進行產品加工試制���,他們來自一線的應用反饋���,給了課題推進最有利的幫助���。封曉東攝影
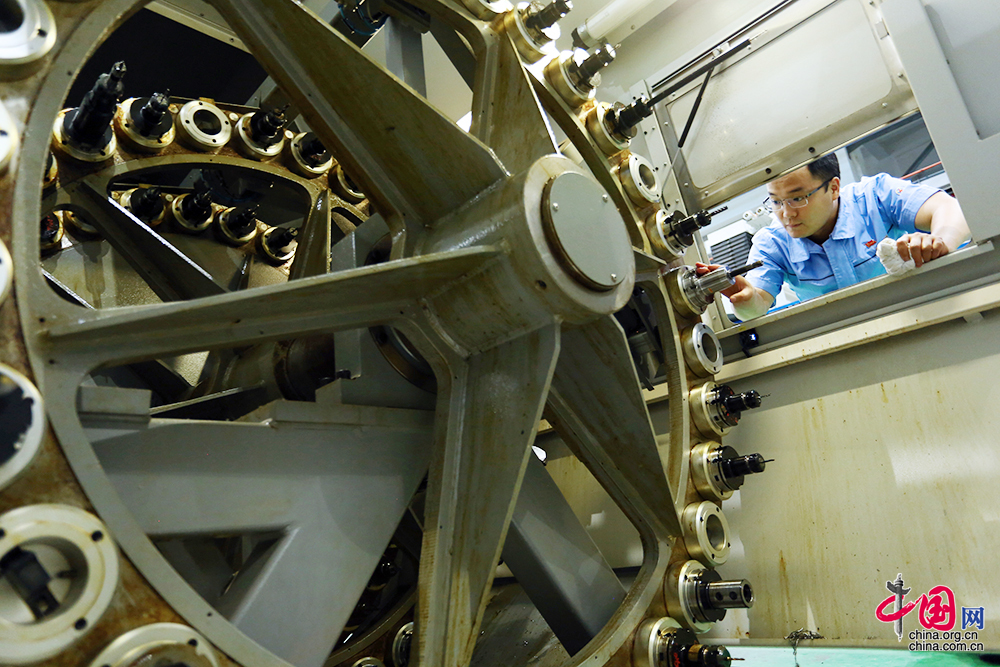
孫長勝在檢查刀庫里刀具的磨損的情況�,上百把刀具����,每次加工完都要仔細檢查一遍。封曉東 攝影

孫長勝使用助力機械手將工裝移動到傳送帶上����,之后的工作便由AGV導航小車和桁架機械手自動完成產品的裝夾�、拆卸和入庫工作�。這條正在調試安裝的數字化柔性生產線,將成為未來航天數控生產線的主力擔當���。封曉東攝影
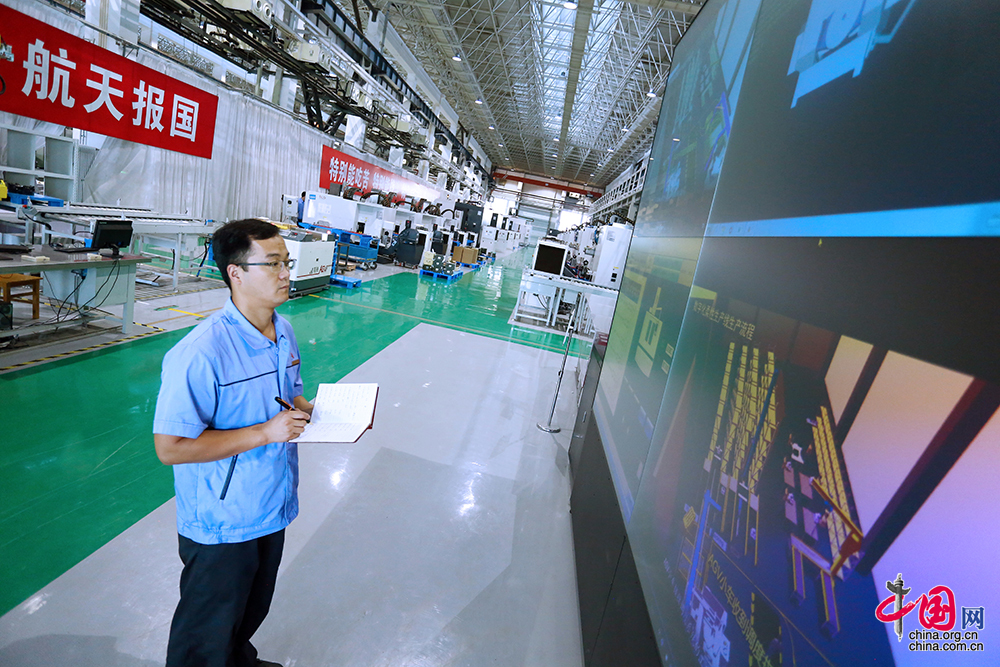
孫長勝在記錄產品加工狀態。在數字化柔性生產線的現場���,一個大屏幕上同時顯示著機床、立體庫����、仿真和PLM產品生命周期管理系統等信息����。封曉東攝影
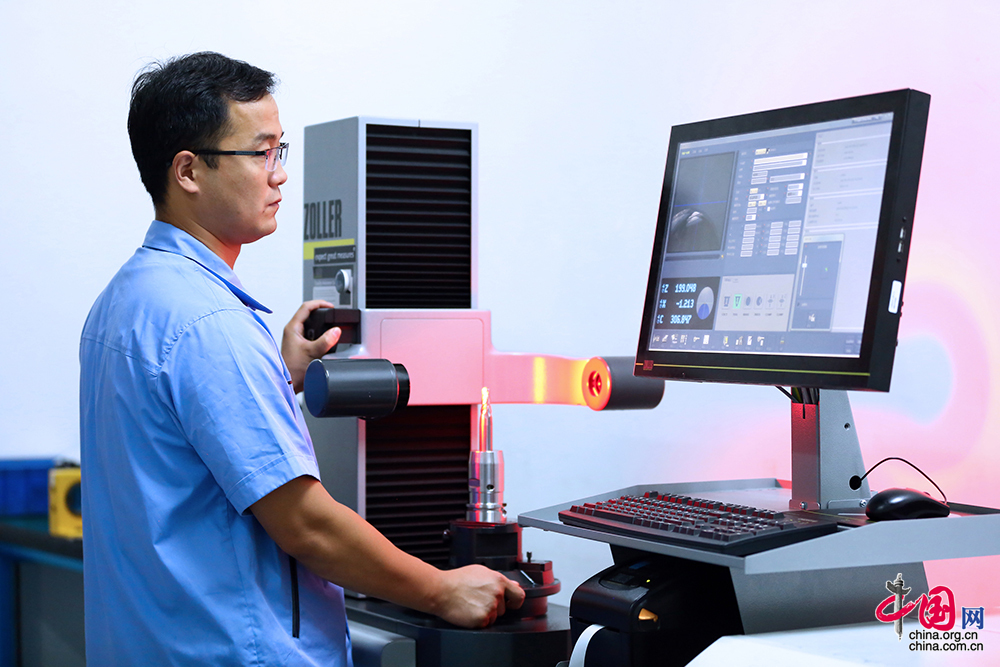
孫長勝在使用機外對刀儀觀察刀具刃口的磨損情況����,并進行刀具長度和半徑的測量,測量精度在0.001mm����,并同時測量出刀具的徑向和軸向跳動�,只有全部的參數都在合格的范圍內才能裝進刀庫進行加工�。封曉東攝影
孫長勝在復查剛裝好的刀具����,鉆頭刃口的磨損是細微的,放大了看是呈現鋸齒狀����,只有每一把刀都復查過����,他才放心用來加工產品�。封曉東攝影
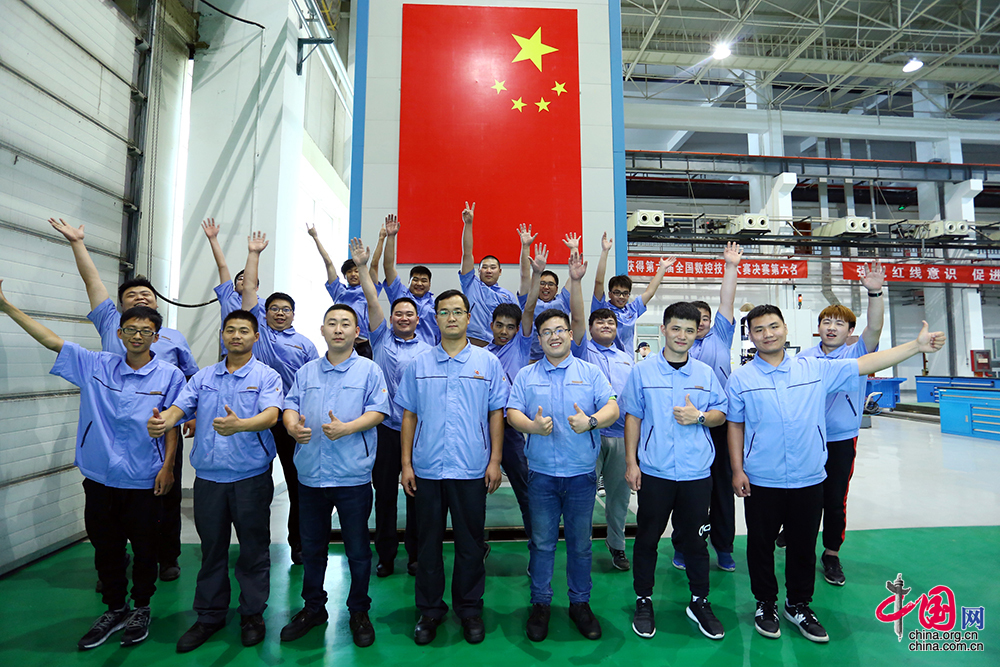
孫長勝和他所在數控銑工組已成長為最年輕的航天一線尖兵。封曉東 攝影 |